


《世纪星月刊》主要以产品技术交流和弘扬企业文化为主要宗旨,面向对象为世纪星组态软件的用户,以及广大的工控爱好者...[详细]

【技术应用案例】世纪星组态软件在水厂自动化系统中的应用
作者:技术部 刘月新
1 项目简介
随着城市现代化建设的发展,环境保护、生活用水的要求不断提高。以前水厂的人工、半自动水厂控制系统已经远远不能满足现代化生活和企业运作的需要,因此先进的计算机控制技术应运而生。通过先进的自动控制系统,可实现对水厂制水、污水处理、水软化、送配水等工程运作的监视和控制。江西省新余市第四水厂于2008年9月建成通水,第一期规模为15万吨/天。第四水厂采用图1所示的工艺流程,主要包括取水泵房、加矾加氯间、V型滤池站和送水泵房等控制站。该水厂实现了自动控制和系统主要参数的在线监测;同时为节约水资源,保护水体不受污染,对滤池反冲洗水进行回收,二期拟对污泥进行浓缩处理。
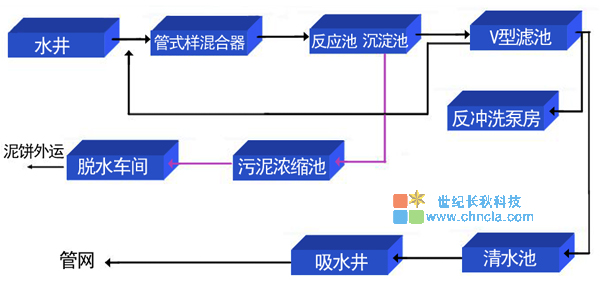
图1
2 系统构成
全厂设中控室及取水泵房、加矾加氯间、V型滤池站和送水泵房等4个PLC子站,考虑到系统尽可能分散的原则,在滤池单池设有PLC控制台,具体见图2。
各PLC站与中控室之间采用工业以太网通讯联络。中控室由2台分别用于生产管理与监控的计算机及2台激光打印机组成。计算机采用Windows XP(sp2)操作系统。其中监控计算机采用世纪星组态软件开发的应用软件,可显示多个包括涉及PLC控制的机电、加矾加氯设备与滤池等在内的模拟画面,可对系统的所有设备进行远程操作和控制,并具备显示工艺布置图、实时动态参数、设备的工作状态及实时/历史报警信号、在线仪表的实时/历史趋势曲线、水泵运行时间等功能,同时可进行离线/在线编程及设定参数的修改,编制和打印生产与管理报表。管理计算机采用Excel软件,用于采集与存储监控计算机检测的主要生产数据,以便用于管理。
依据PLC I/O模块,涉及PLC自控的设备,均可通过在机旁控制箱手/自动转换开关、在PLC站操作面板XBT上设置来实现机旁控制箱、PLC站XBT、中控室监控计算机三地控制。 PLC站XBT上均能够显示与设置该站现场操作所涉及到的所有自控设备、仪表等运行参数及上下限报警值,同时这些参数均可通过网络线传输到中控室监控计算机,由它来进行控制。
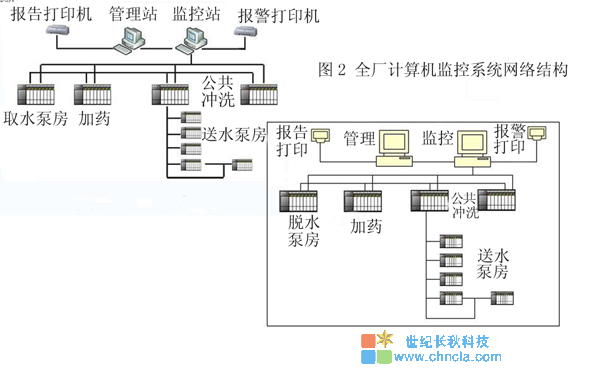
图2
取水泵房站
该站主要监控3台水泵机组的运行工况及相关的参数,同时在取水泵房吸水井中装有水位计,通过PLC可随时显示水库水位状况。取水泵房水泵机组开/停由清水池水位情况、送水泵的运行情况、用水高峰时段以及送水管网压力等因素决定。水泵机组只能在没有配电线路故障、机组设备完好、出水电动阀门完好并且处于关到位的状态才可依据程序自动开启。
加矾加氯站
从取水泵房过来的原水进入位于净水厂的流量计表井,在此通过在线仪表检测原水的流量、浊度、pH值、温度等,并将其转换成4~20mA DC信号输入PLC系统为加矾加氯系统提供控制参数。 加矾系统采用2套计量泵(配三菱变频调速器)投加,变频器运行频率由流量信号控制,控制流量为取水流量与回收流量之和,计量泵行程由流动电流仪(SCD)值控制。2 套计量泵1用1备,当正在使用的计量泵出现故障,PLC系统会自动切换。2套投矾系统的矾液取自3个贮矾池,每个贮矾池均装有液位计,可随时检测矾液高度,同时通过装在贮矾池的搅拌机定时搅拌,可防止药液沉淀影响浓度。3个贮矾池出矾管线上均装有电动球阀,通过手/自动转换开关,可选择机旁控制箱操作或中控室监控计算机人工操作,也可根据3个贮矾池液位PLC系统自动选择,切换工作池。
加氯系统采用真空加氯机,三点投加,滤前滤后出水各1台。滤前按比例流量投加,滤后采用流量与余氯信号双因子控制投加。加氯机所需的流量信号由PLC系统输入,余氯信号由余氯分析仪在线检测。滤前加氯机投加的控制流量取自取水流量与回收流量之和,再减去反应沉淀池排泥用水量。滤后加氯机的控制流量为滤前加氯机的控制流量减去滤池反冲用水量。出水加氯机的控制流量为出厂水余氯信号。氯库装有电子秤和自动切换单元,同时装有泄漏报警仪,通过检测泄漏报警信号经PLC系统可自动启动氯气回收装置,并且PLC系统会自动关闭所有加氯系统等待故障处理。
V型滤池站
该站主要监控5格V型滤池的过滤、反冲洗过程及相关参数。每个滤池均装有一个水位计和一个差压计,用来检测滤池的液位和滤池的阻塞情况。滤池的清水阀为无级可调比例阀(开启度为0~100%),根据滤池的液位、阻塞值(即水头损失值)、清水阀现有开度的反馈信号通过PLC系统自动调整阀门的开度,从而确保滤池恒水位过。滤池反冲洗的控制方式有3 种:①强制反冲;②根据阻塞值PLC系统自动反冲;③根据过滤时间PLC系统自动反冲。优先原则是:第①种方式最为优先,第②种方式次之,最后为第③种。
滤池的操作方式有3种:①单池PLC控制台操作,每格滤池单独设有PLC控制台,每个控制台装有5个阀门(进水阀、清水阀、水冲阀、气冲阀、排污阀)控制按键与1个显示面板,可显示5个阀门;②公共冲洗泵PLC站XBT操作;③中控室监控计算机操作。
公共冲洗泵站
该站主要监控3台鼓风机、3台冲洗泵、2台空压机开/停、故障信号以及滤池水位、阻塞值等参数及反应沉淀池36个气动排泥阀的状态。
送水泵房站
该站主要监控1台变频水泵与1台大水泵及2台小水泵运行工况及相关的参数,同时在出厂管线上装有压力表、流量计、浊度计、余氯分析仪、pH计等仪器仪表,用于在线检测出厂水的生产与卫生指标。送水泵房水泵机组开/停由管网压力等因素决定。送水泵运行必须要求配电系统、机组设备等性能完好,且吸水井达到一定水位才能正常实现。
3 系统特点
3.1 画面监控功能丰富,所有需要监测的各种参数的实时和历史曲线图,各种运行和管理报表,水厂的工艺流程图和动画等显示。
3.2 实现快速数据采集,并能对这些数据进行处理和分析,处理后的数据记录到历史数据库,以备系统调用和随时查询。
3.3 具有完善的报警和安全访问功能,保证系统的安全。
3.4 系统可扩展性好,与二期污泥处理工艺、与企业的生产工艺调度、生产水质监控等密切结合的自动信息系统提供接口。
4 软件应用
中控室监控计算机采用Windows XP操作系统,与各PLC站之间通过以太网交换机,用工业以太网通信联络实现资源共享,各PLC站之间通过工业以太网通讯联络,除了对本站设备进行操作显示外,还可了解其他站的情况。
上位监控系统用世纪星V7.22组态软件开发,该监控系统人机界面精美,能直观、生动呈现整个水生产过程中的工艺,动画形式多样、直观、逼真,且与各种型号的PLC通讯简单。该中控室监控计算机监控系统完成的功能主要有:
A、远程控制各PLC现场子站,实时接收PLC采集的各种数据,建立检测参数数据库;处理并显示各种数据。
B、监测整个生产工艺流程和各细部的动态模拟图形。该系统实现了水厂整体工艺流程、各主要工艺设备运行状态、过程控制及各生产环节生产数据的实时采集与现实。主要流程画面有:取水泵房流程图、加矾间流程图、加氯间流程、反应沉淀池流程、V型滤池流程、公共冲洗泵房流程、送水泵房流程、10kV一次系统、低压系统等画面。实现的工艺生产设备监控功能有:所有被监控设备的运行状态、启停控制、设备与设备之间的连锁控制、工艺参数的设定,以及设备温度、电流、压力、液位、流量等参数的显示、报警、记录、趋势及累积量计算等。
C、从检测项目中,按需要显示历史记录和趋势分析曲线。能够了解生产参数的动态情况,便于生产调度管理。
D、重要设备主要参数的工况及事故报警、打印制表。包括工艺数据报警、设备故障报警、系统故障报警,并根据不同的报警信息提供不同的报警画面。
E、编制和打印生产日、月、年统计报表。
F、对各种数据进行实时存储。
下图为世纪星开发的组态画面示意图:
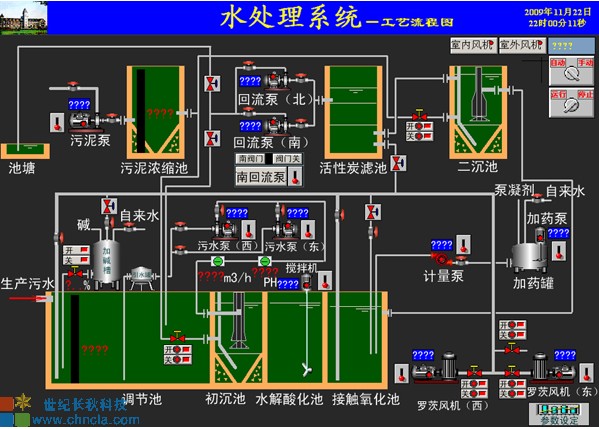
图3
5 小结
该系统实现了水厂全自动化控制,提高了水质处理的效率,减轻了运行人员的负担,提高了水厂运行的安全和可靠性。世纪星组态软件开发的监控系统具有运行稳定、操作界面直观友好、报警、报表、数据记录、趋势显示分析和安全管理等功能完善的特点,完全实现了规划的功能,系统操作和维护都十分简便,为水厂的安全运行提供了可靠的保障,并且利用世纪星良好的开放性为系统的二期功能集成提供了很好的接口。